Case Study Comparing the Solderability of a Specific Pb Free No Clean Paste in Vapor Phase and Convection ReflowTheron Lewis
IBM Corporation
Rochester, MN
Brian Chapman
IBM Corporation
Poughkeepsie, NY
Abstract:
To help address the environmental requirements driven by the European Union RoHS Directive, consumer applications have changed the solder alloys for the manufacturing of printed circuit board assemblies (PCBAs) by removing Pb from solder. Based on the anticipated end to various exemptions and other market forces, high end server applications are now following suit. In addition, as the server/computer industry evolves, the requirements for speed and memory storage continue to increase, causing a need for higher levels of signal integrity along with greater density/mass of components and wiring within PCBA’s. This change to more dense/higher thermal mass components on PCBA’s and going to a Pb Free solder at higher melting temperature than SnPb Eutectic Solder will aggravate the temperature gradients that occur during reflow, causing major limitations when using standard IR/Convection reflow. Excessive temperature gradients can damage less massive components and less dense laminate areas of the PCBA’s. Consequently, other techniques need to be investigated, and the leading alternative is Vapor Phase Reflow. Vapor Phase Reflow is a legacy soldering method that was popular before the 1990's. Vapor Phase Reflow has a processing advantage: its thermal blanket possesses a much greater heat density than convection or IR heating. This reduces the temperature gradients across the board assembly, preventing sensitive components from exceeding maximum temperature limitations. One of the many concerns for implementing Pb Free Vapor Phase Reflow is the effect on solderability. The objective of this publication is to compare the solder wetting between Vapor Phase Reflow and Convection Reflow using a specific Pb Free (SnAgCu) SAC solder paste. This study will compare the amount of area the solder wetted, solder heights, wetting angles, and voiding.
IntroductionIn 2006, legislation known as the Restriction of Hazardous Substances (RoHS) Directive was enacted in Europe. This directive bans a number of substances including Pb solder in the manufacturing of Electronic Equipment (Johnson, 2004). Consumer applications migrated to new Pb free solder alloys to meet the 2006 implementation date of the European Union RoHS Directive. Since 2006, server computers have been exempt and can still use SnPb Solders, but this exemption will probably discontinue in 2014, or shortly thereafter. The electrical performance requirements and capabilities of server computers drive greater density/mass components and wiring within printed circuit board assemblies, resulting in significantly thicker printed circuit boards. An example of a higher mass component is the Ventura® (Registered trademark of Amphenol Corporation) SMT Connector System offered by Amphenol. In some IBM servers today, this connector system is used to connect the various I/O cards, processor cards, major backplanes, and other cards, like a nervous system within a human body. The largest connector design used is a 120 wafer connector offering 1,680 single ended signals on 5,040 SMT leads, which weighs over 3 lb. Even in SnPb soldering, due to the connector mass, Vapor Phase Reflow is required for certain applications of this connector system (George, 2007).
With the use of these more dense/higher thermal mass components on PCBA’s, along with the transition to higher temperature Pb Free solder alloys the industry has reached a critical juncture. This juncture will aggravate the temperature gradients that occur during reflow, causing major limitations in using standard IR/Convection reflow. Excessive temperature gradients can damage less massive components and less dense laminate areas of the PCBA’s. As a result, other techniques need to be investigated and implemented, and the leading alternative is Vapor Phase Reflow. Vapor phase was first used and patented in the 1970’s. However, it became less popular in the late 1980’s and early 1990’s because the vapor fluid chemicals used at that time contained Freon (Suihkonen, 2007). Today, vapor phase fluids no longer use Freon and instead use perfluorinated heat transfer fluid. Vapor Phase Reflow has a processing advantage in that its thermal blanket possesses a much greater heat density than convection or IR heating, and this reduces the temperature gradients across the board assembly. The other great advantage to Vapor Phase Reflow is the absolute control on the maximum temperature that is applied across the printed circuit board assembly (PCBA). When a PCBA enters into a saturated vapor field/atmosphere, the fluid will condense onto the surfaces of the PCBA. This condensation transfers the total heat of evaporation to the PCBA causing the heat ramp. Once any portion of the PCBA has reached the condensation temperature of the vapor fluid, no further
heat transfer occurs in this region, since vapor condensation is no longer possible. High mass regions of the board will continue to condense vapor until they also reach the condensation temperature. Thus, overheating of components higher than the condensation temperature is not possible, preventing sensitive components from going above maximum temperature limitations (Nowottnick, 2002). Another advantage associated with Vapor Phase Reflow is the minimal oxidation of the solder joints, since soldering is performed in an inert atmosphere. In addition, vapor phase fluid has a high thermal conductivity making it efficient in transferring heat, allowing use of a lower maximum heating temperature and shortens the soldering time. Disadvantages of Vapor Phase Reflow include expensive boiling media, the need for constant fluid level checks, and concerns for excessive heating ramp between pre-heat/soak and reflow. Such heating ramps can be stressful on certain electrical components (George, 2007). In addition, heat shielding techniques, often used in convection reflow, are much less effective in
Vapor Phase Reflow.
One of many concerns for implementing Pb Free Vapor Phase Reflow is the effect on solder wetting. There are concerns that the liquid fluid media used for reflow will remove the solder paste or cause a liquid barrier preventing the solder/flux from spreading. Other studies/reports have presented data showing that vapor phase reflow has superior wettability than convection reflow (Samat, 2009; Sequeira, 2007). The objective of this publication is to provide a comparison of the solder wetting between Vapor Phase Reflow and Convection Reflow using a specific Pb Free SAC solder paste. This study will compare the amount of area the solder wetted, solder heights, wetting angles, and voiding.
Importance of Wetting Angle to SolderabilityThe wetting angle is one of the critical attributes in defining the solderability of metal liquid media soldering/wetting to a different metal surface. Other names for the wetting angle are contact angle or the dihedral angle. By definition solder wetting angle is the angle where the liquid-vapor (air) interface meets with the solid-liquid interface. Figure 1 shows an illustration of this wetting angle.


Young’s equation states that the vector surface force (surface energy/surface tension) that spreads the solder across the soldering surface is equal to the summation of the vector interface forces (interface tensions) between the solder and the metal being soldered to and the solder liquid to the air/vapor/liquid environment around the solder (Young, 1805). Note the vector surface force that spreads the solder across the soldering surface is in a parallel opposing direction to the vector interface force between the solder liquid to the metal soldering surface. Here is the mathematical relationship:


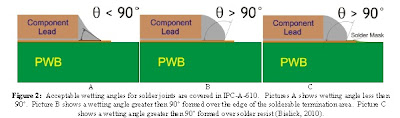
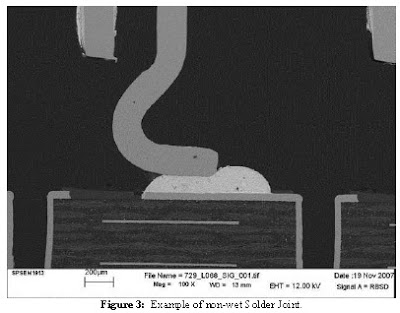
From the previous relationship, total wetting is achieved when the wetting angle equals 0° and total nonwetting is achieved when the wetting angle equals 180°. Thus, the closer the wetting angle approaches 0° the greater the wetting / solderability (Manko, 2001). IPC-A-610, a common industry standard for solder joint workmanship criteria and one of the most commonly used standards for many IBM products, states that for a solder joint to be acceptable the wetting angle has to be less then 90°. If the angle is greater then 90°, then the solder joint is considered a dewet or non-wet. There are some exceptions that are acceptable: when the wetting angle exceeding 90° is created by the solder contour extending over the edge of the solderable termination area or over solder resist. Figure 2 is an illustration that covers the acceptable wetting angles for solder joints. Figure 3 shows a classic non-wet solder joint.
During wetting, spreading has a greater speed then bulk material flow and thus, the amount of solder material present has little influence on the wetting angle. The greatest factors affecting the wetting angle are the following:
*Type of flux used
* How the flux is activated during reflow
* The solder metal alloy media
* Base metal material that is being soldered to
* Surface topography of the soldering surface
* Tarnish/oxidation layer thickness on the soldering surface
* Contaminants in the solder and solderable surface
* Rate of solidification of the solder on cooling (Manko, 2001).
will be contginued with experiments process...




























{kind=link}
{kind=link}
{kind=link}